激光焊接怎么保证焊点质量?
激光焊接过程是一个剧烈的热交换过程,伴随金属的固液气相转化以及相应的冶金、氧化反应,过程会有各种各样的物理信号产生,包括声信号、光电信号、温度等,基于对这些信号的监测可以间接的对焊接过程的稳定性以及缺陷进行监测。
由于声信号在成本、实时性上的优势,越来越多的被基于封闭环境激光加工的诸如锂电、光伏、3D打印、真空焊接等关注,因此本文对声信号监测做个简单介绍,希望能够给予激光焊接过程监测的应用提供一定的参考。
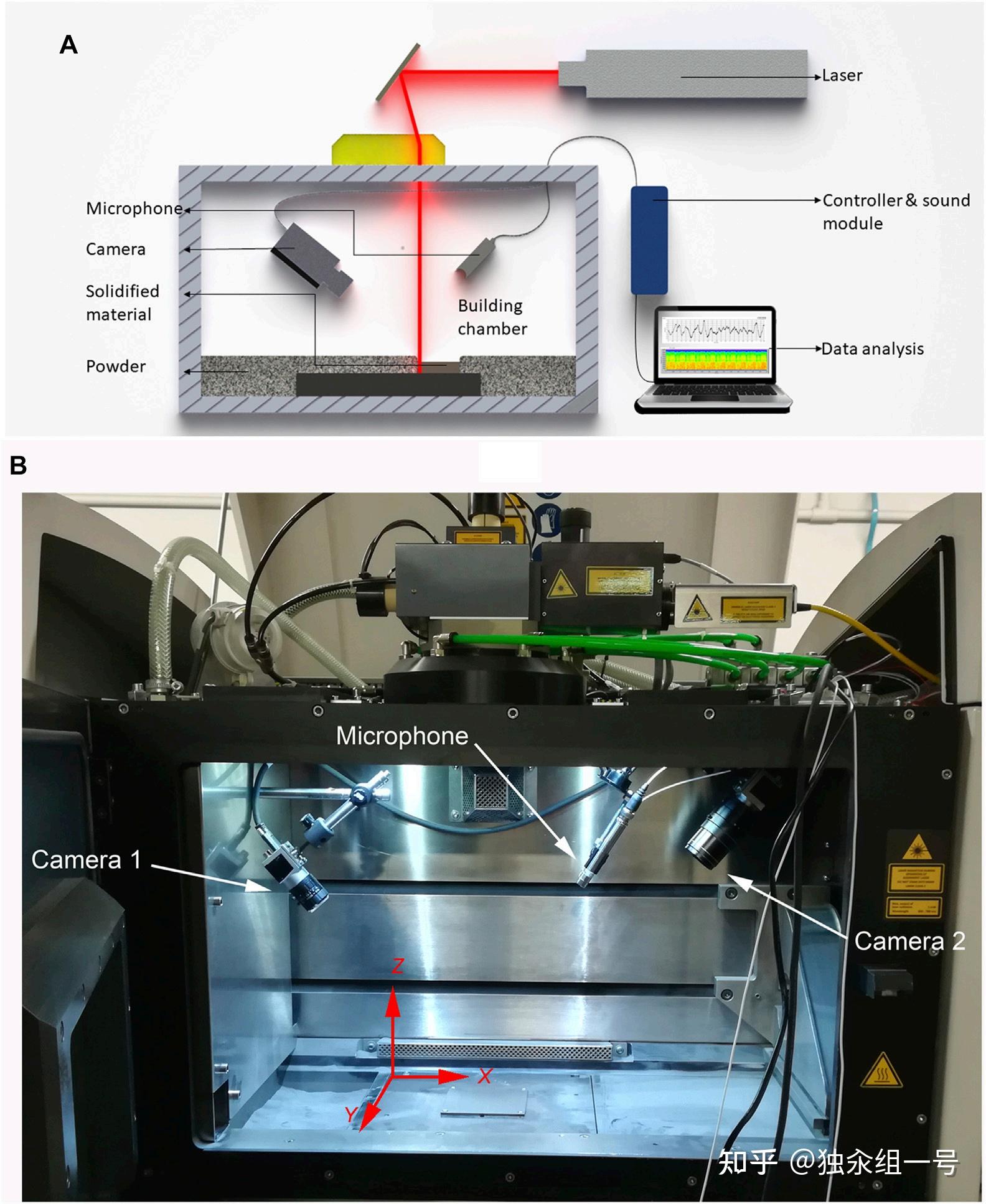
当激光焊接在深熔焊模式下进行时,会发出一种特定频率的声音,该声音的频率在 20~20000Hz频率范围内。当某种原因使得激光深熔焊不能进行或在热传导焊时,该特征即声信号消失,可认为这种声信号是由等离子体从熔池小孔中喷射出来时其中的压力波动造成的,其声压与等离子体的压强及熔池小孔形状有关,这种声信号除了与等离子体有关外,还与熔池小孔及熔体金属的行为密不可分,因此它能反映焊接质量的变化。检测声信号最简单的方法即采用麦克风传感器采集焊接过程中所产生的声信号。
想要通过声信号对激光焊接过程进行监测,首先要搞清楚声音是从哪里发出来的,即首先要确定声源,然后再研究声源的声波特征和缺陷的相关规律,以此方可实现基于声信号的激光焊接过程质量监测。
声源分析
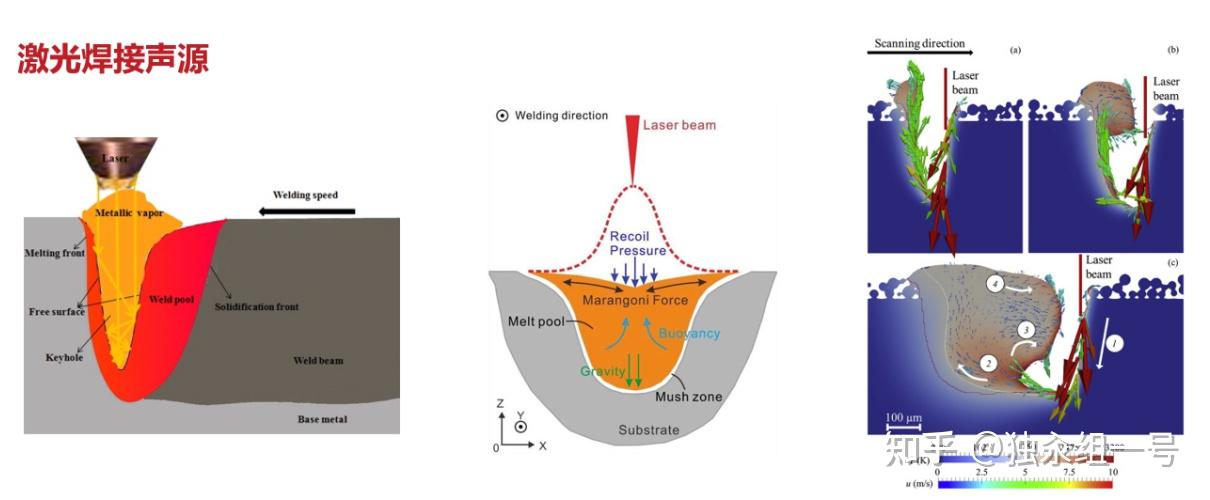
激光焊接过程由于激光能量密度高,在与金属接触相互作用的过程中激光深熔焊接过程中,匙孔内部不断地有金属蒸汽和等离子体以及液态金属持续与与激光发生剧烈的传热过程,其中会产生大量的声波信号。归纳起来,焊接过程中的声源主要有 2 个,即:
(1)熔池小孔的振荡引起熔体金属的振动而发声,即腔内高压混合气体与高速流动的液态金属接触而发声(匙孔腔体发声);
(2)金属蒸汽和激光等离子体受热后,从熔池小孔中喷射出来而发声,即混合气体本身的剧烈运动与空气接触而发声(混合气体喷射发声)。
一、匙孔腔体振动发声
声信号的产生其本质就是由物体的振动所引起。在焊接过程中,将熔体金属、混合气体和与熔体金属直接接触的空气视为一个系统。存在于熔池小孔内部的压力梯度迫使混合气体从熔池小孔中喷射出来,当混合气体喷射出来的瞬间,熔池小孔内部的压力不再保持平衡,此刻在熔体金属重力和表面张力的作用下,试图使熔池小孔闭合;然而激光能量是持续输出的,内部的金属蒸汽会再次生成,克服熔体金属重力和表面张力,进而避免熔池小孔发生闭合。在这样一个动态过程中,匙孔周期性收缩膨胀,熔体金属就在混合气体的压力作用下发生受迫振动,产生声波(类似吹哨子)。这个声源的有无可直接判断焊接过程是热导焊还是深熔焊。
二、混合气体喷射发声
激光深熔焊过程中,当形成的高压混合气体从熔池小孔内部高速喷射到空气中时,由气动声学的基本原理可知,气流周期振动或是快速膨胀,会引起空气介质局部体积发生变化而发声(类似吹口哨)。因此,在激光深熔焊过程中,高速膨胀的混合气体是产生声信号的一个主要声源,且高压混合气体的喷射速度随着匙孔开口的大小变化、匙孔内部气体压强的变化而周期性变化,而内部气体压强和功率、速度、离焦量、污染物等息息相关,因此高速等离子体与金属蒸汽喷射出匙孔产生的声波也可以间接预测焊接过程焊缝质量。
腔体发声的相关研究
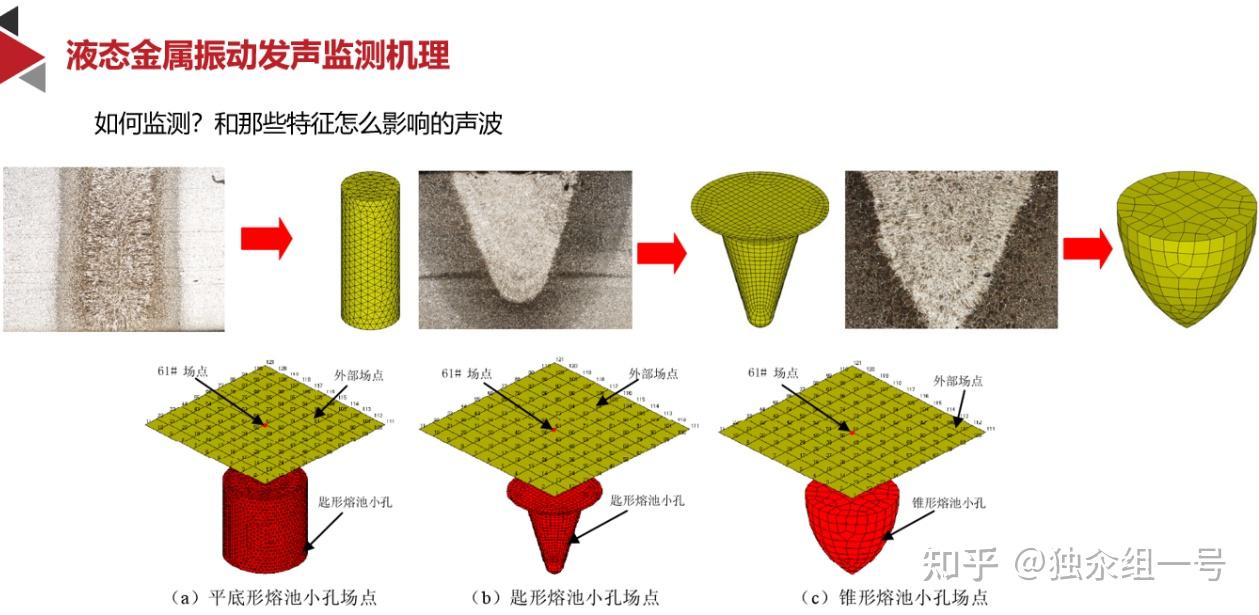
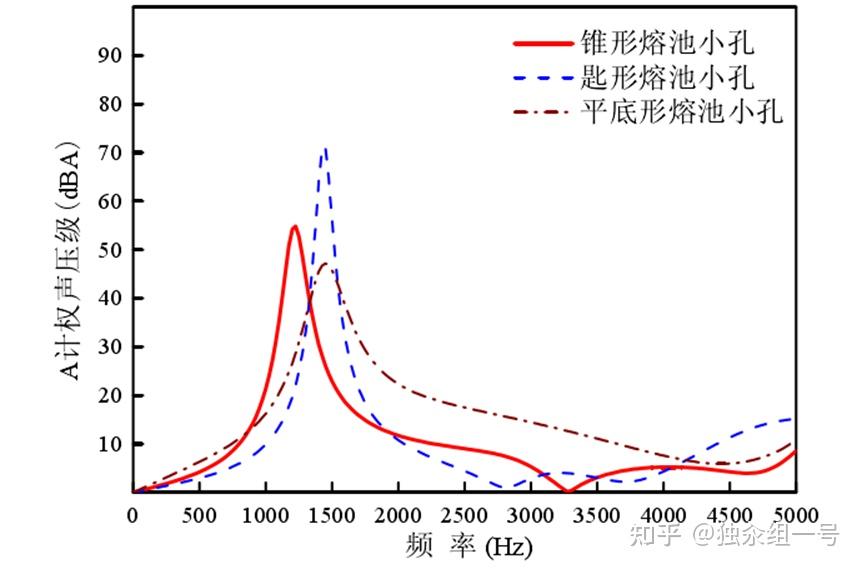
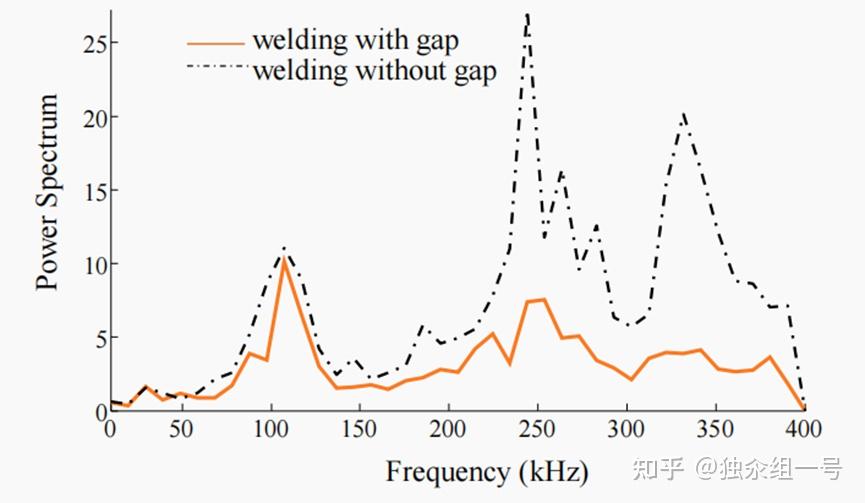
对不同的匙孔内部形态建模分析,发现不同的匙孔内部形态,匙孔腔体的声波共振频率以及声压有明显区别,由此可以多次实验,通过腔体金相特征与声波频率特征进行建模,通过声波频率特征来间接监测匙孔内部情况,对焊接质量进行监测。这种方案对诸如飞溅、虚焊、焊穿等匙孔内部腔体特征变化较大的缺陷有明显的监测效果。
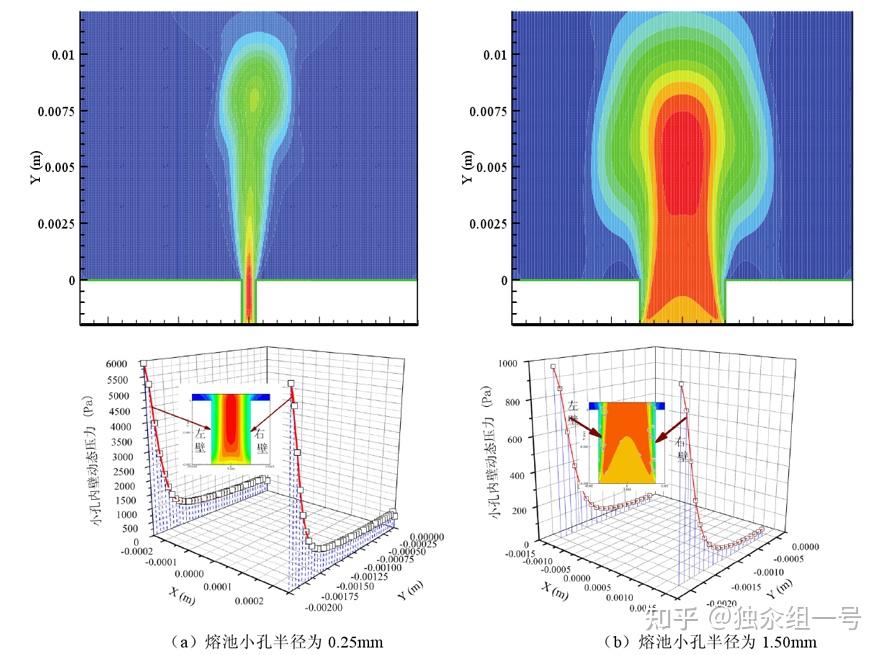
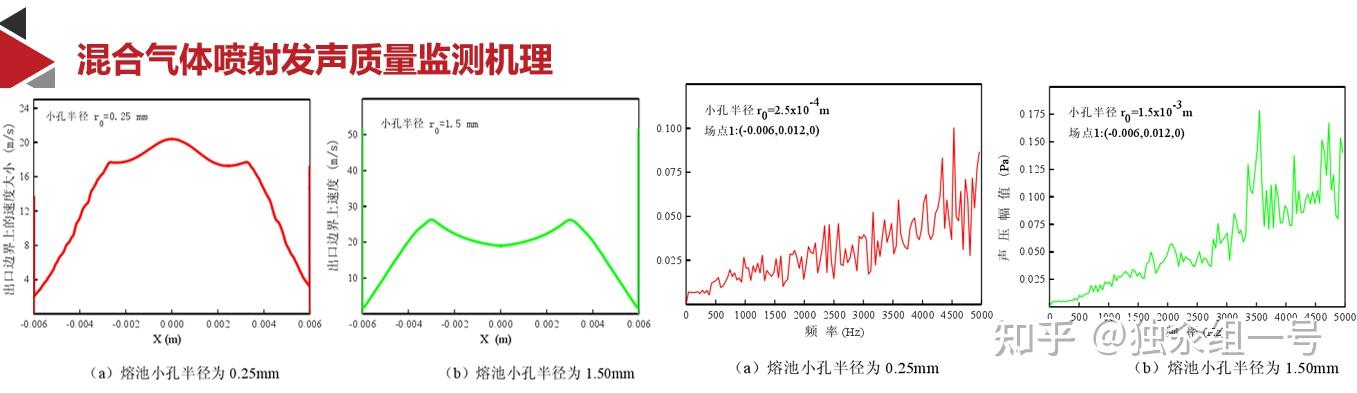
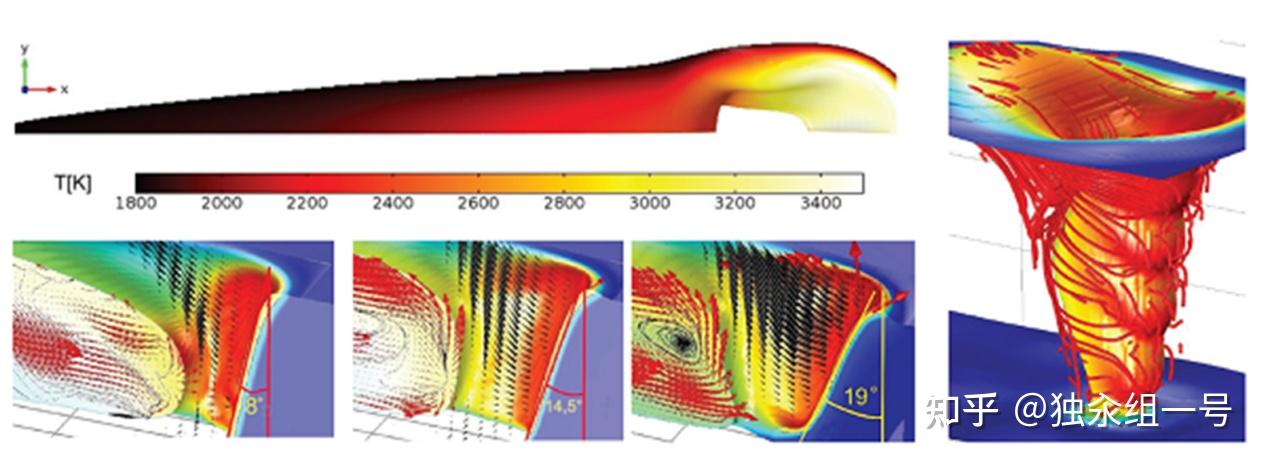
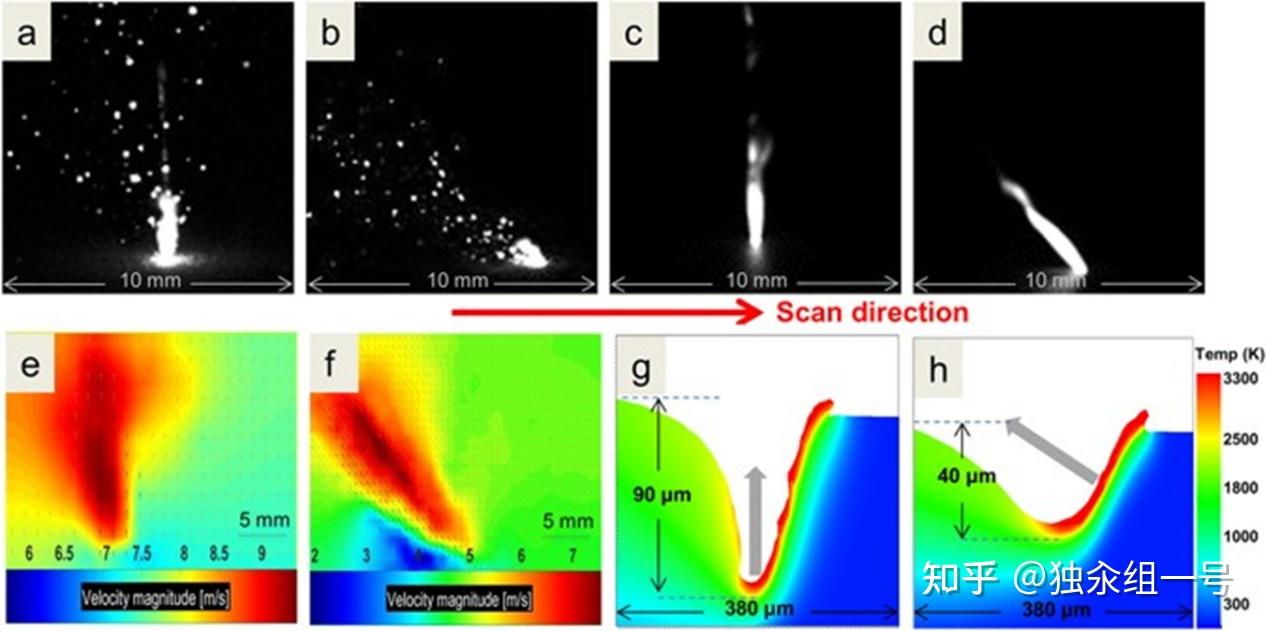
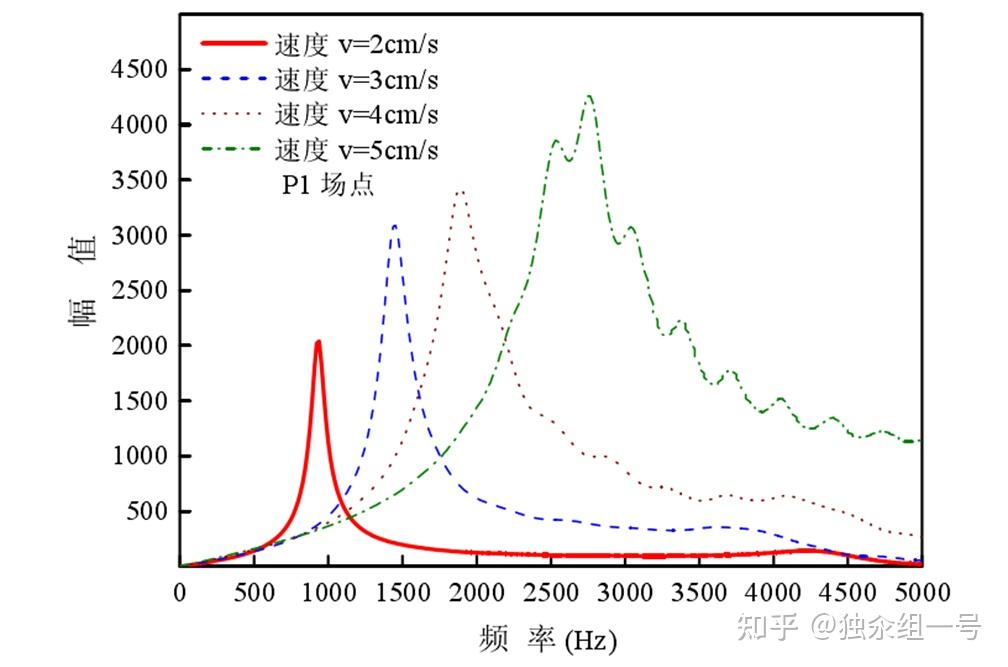
由 ANSYS 计算的温度场可以得到匙孔上方的流体分布以及温度分布、速度分布图:因为喷射振动主要能量来源于压差和温度查差,从频谱变换的结果来看,熔池小孔半径为 0.25 mm,其气动声信号的频谱峰值集中在 4.5 KHz 左右;而半径为 1.50mm,则信号峰值最大所对应的频率大概为 3 KHz。这也说明:不同的熔池小孔,半径不一样,喷出的混合气体速度不一样,因此其对应的频谱分布特性也不一致。
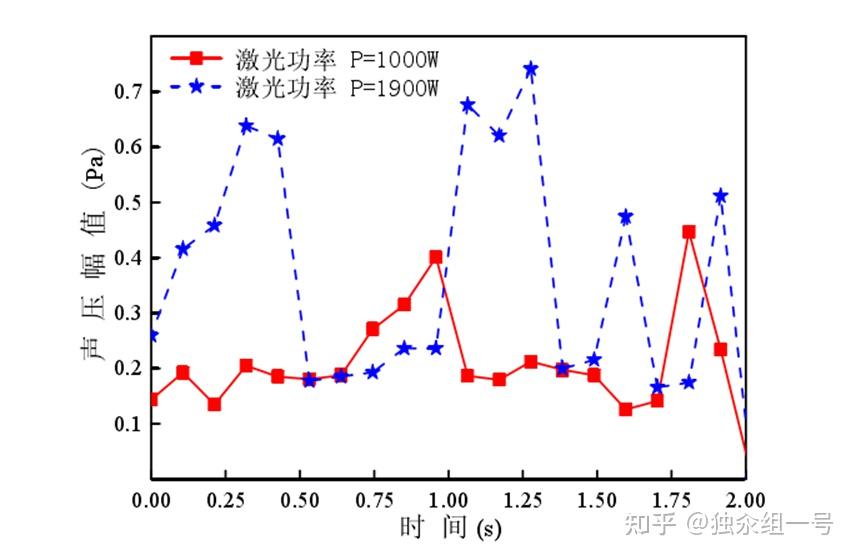
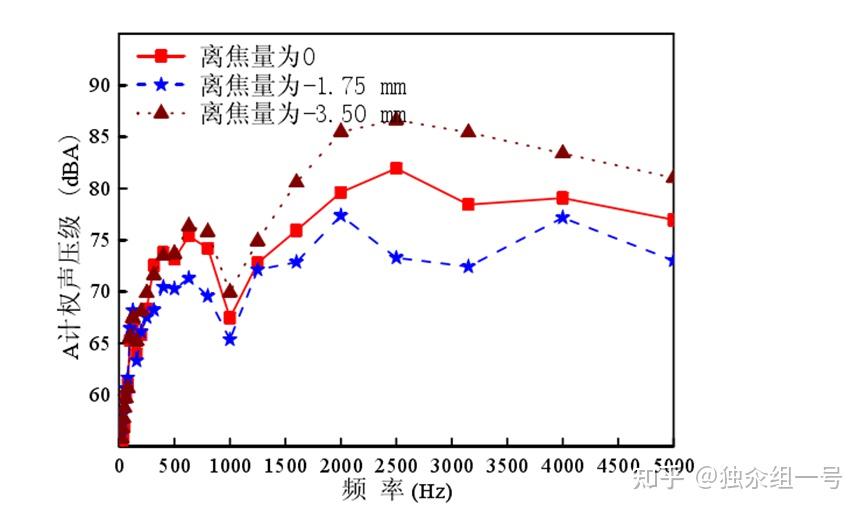
正是由于温度梯度与压力梯度的存在,导致匙孔开口的周期性变化,从而影响金属蒸汽与等离子体混合的高压气体从匙孔上方开口的喷射速度的变化,进而影响气体喷射发声的声波频率与幅值的变化。因此监测这个声波频率幅值的变化也可以间接反映焊接过程的质量状态,诸如飞溅、虚焊、焊穿、焊瘤等都可建立与声波信号的关系进行监测。
以下是针对常见工艺参数变化对声信号的特征影响做的实验研究对比,可以看到声信号对工艺参数的波动还是相对较为敏感,声信号在新的激光焊接装备上依然有巨大潜力。
激光深熔焊过程中,声信号的产生与熔池小孔形态、熔体金属形状以及匙孔中的高压混合气体是密切相关的。而熔池小孔和混合气体的动态行为归根到底都是由焊接过程中热量分布所决定的。因此,研究激光深熔焊过程中的声信号,必须首先对焊接过程中的温度场分布有清晰的认识,同时还要明确缺陷机理以及这些缺陷与熔池匙孔、混合气体的关系,进而锁定相关的声波信号特征,建立相关缺陷监测模型,实现基于声波信号的焊中监测功能。
文章主要来自文献:
[1]敖三三. 基于传声器阵列的激光焊接过程质量检测理论与方法[D].天津大学,2012.