丰田的汽车到底怎么样?
本期就讲一个发动机工艺,就是丰田发动机41度夹角、大滚流设计之后带来的技术瓶颈,丰田是怎么解决的。读完本篇,大家应该对这家企业的真正实力有一个侧面认知吧?
这个知识点是老王之前在丰田V35A的一个知识点之一,感兴趣可以去看看我那一期视频。
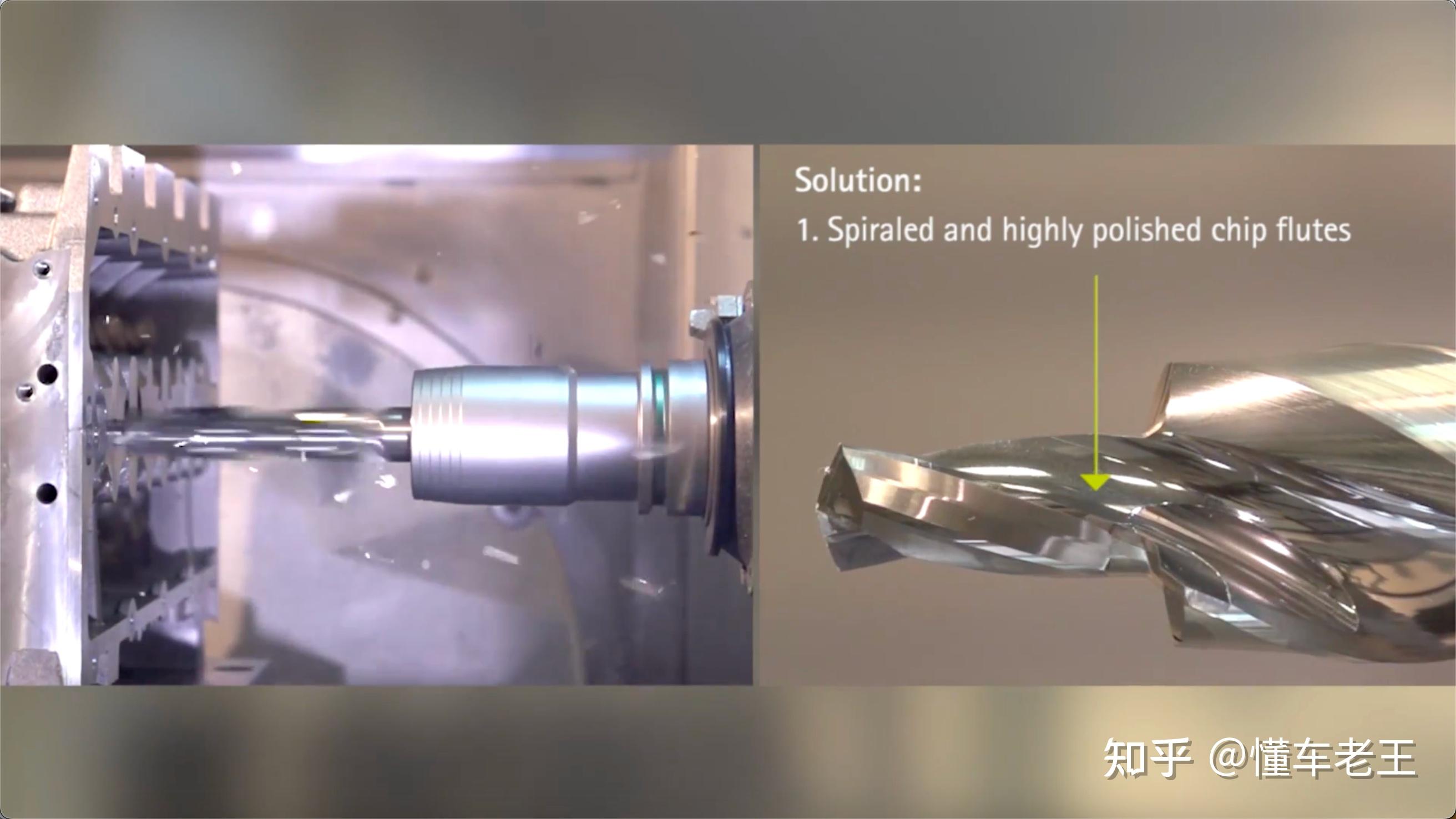
气门和气门座是一种要求配合严谨的关键零件,它有过度平滑和密封的双重需求且加工不易、多数厂家会采用复合刀,先锪削阀座的配合面,注意正确读音是huo,不是hu, 然后安装气门座圈,气门座圈这个位置是铁粉压制成的铁环,利用液氮缩小尺寸嵌入缸盖,为了保证同轴度,还要再进行座圈的铰孔。这几个工艺之间配合非常复杂,比如锪底孔容易残留铝屑,导致座圈压装后跟配合面有间隙,虽然生产线有力学传感器监控,但一旦漏检,后续很难查出来,流到客户手里就是气缸密封不严的大锅,除非你换缸盖,不然怎么修都有毛病,最后只能拉横幅。
而且有趣的一点是,这个工艺被德国人垄断很多年,比如一个叫Mapal的公司老王就打过交道,这里面还有个八卦,当年北奔建厂Mapal的母公司TCM还兼任全工艺的刀具管理,能用这两个身份同时进奔驰体系是有两把刷子的,原因之一据说就是这个缸盖铰刀的进货价格可以维持很低,当然这句话有争议,因为机加工那么多工艺,只能说这是一个比较重要的因素,而且当时我不太相信这家公司有这么大能量,直到后来管理商换成德国的Gurhling公司。

但Mapal这道工艺依然无人能替代,当时眼看自己的刀具管理工作整体被ting,Mapal的这道工艺立马抬价,给新来的刀具管理商造成了很大麻烦,那时候我才开始发现这家公司的能量原来这么大,直到现在Mapal仍在全世界占有相当大的生产话语权,当年连德国人自己想替代都很难。
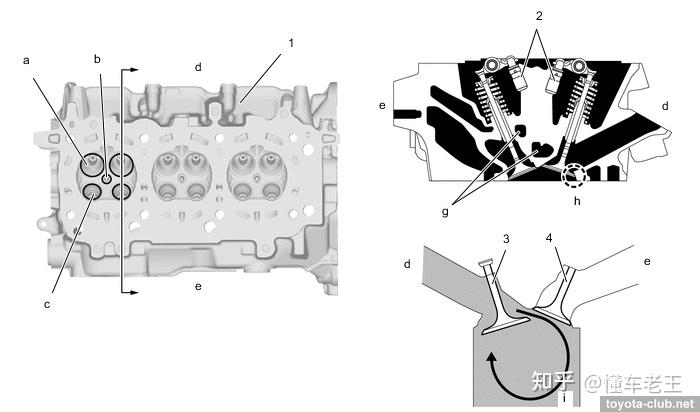
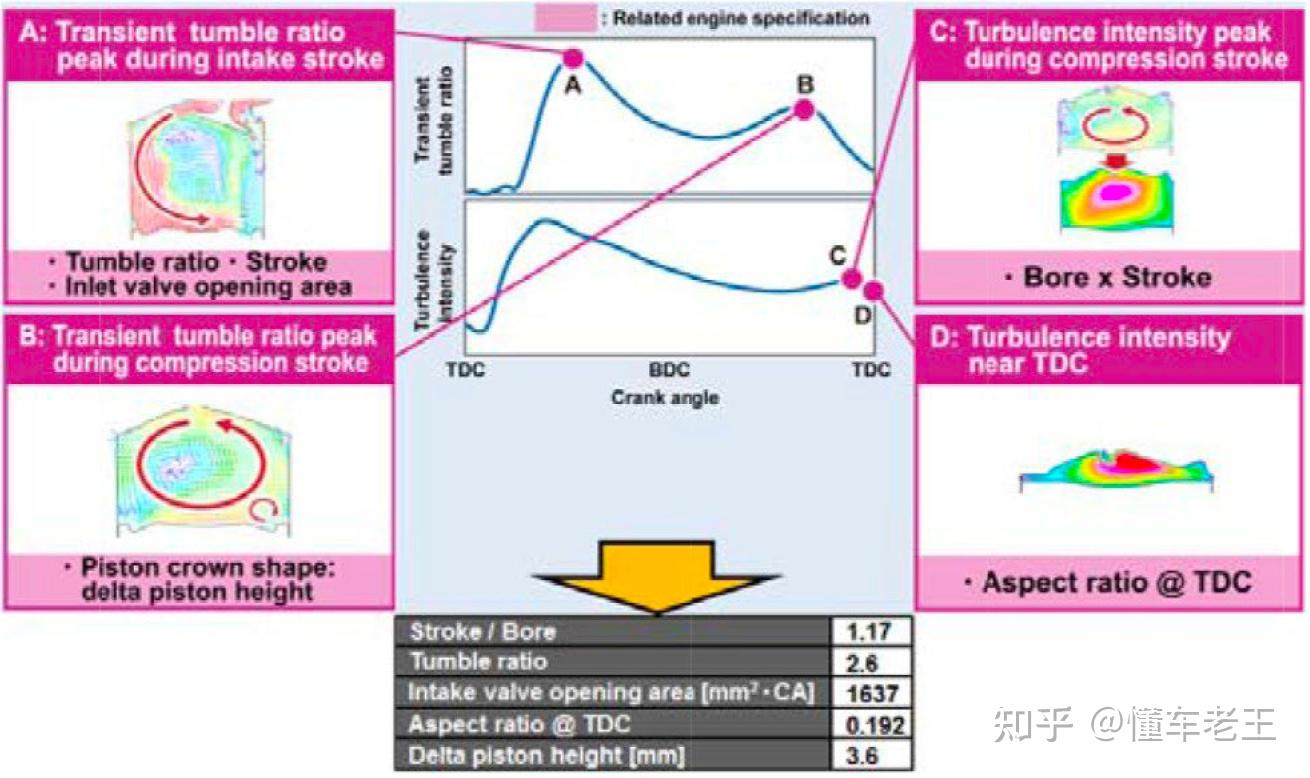
对丰田来说,把刀架在住友和三菱脖子上逼着他们估计也能勉强把这个工艺做出来,就是价格也很哇塞,良品率估计更感人,而且这台发动机还有第三个需求,就是其他地方水平没那么高,但如果把进气滚流比做到2.6以上,热效率的高点可以被拔高一些。所以这台发动机,首要要求就是进气道喉口相对平直,利于气体流动,上扬的气流角度就像高台滑雪一样,让进入的混合气从斜坡起飞,旋转着越过火花塞进入气缸,大大增强滚流。
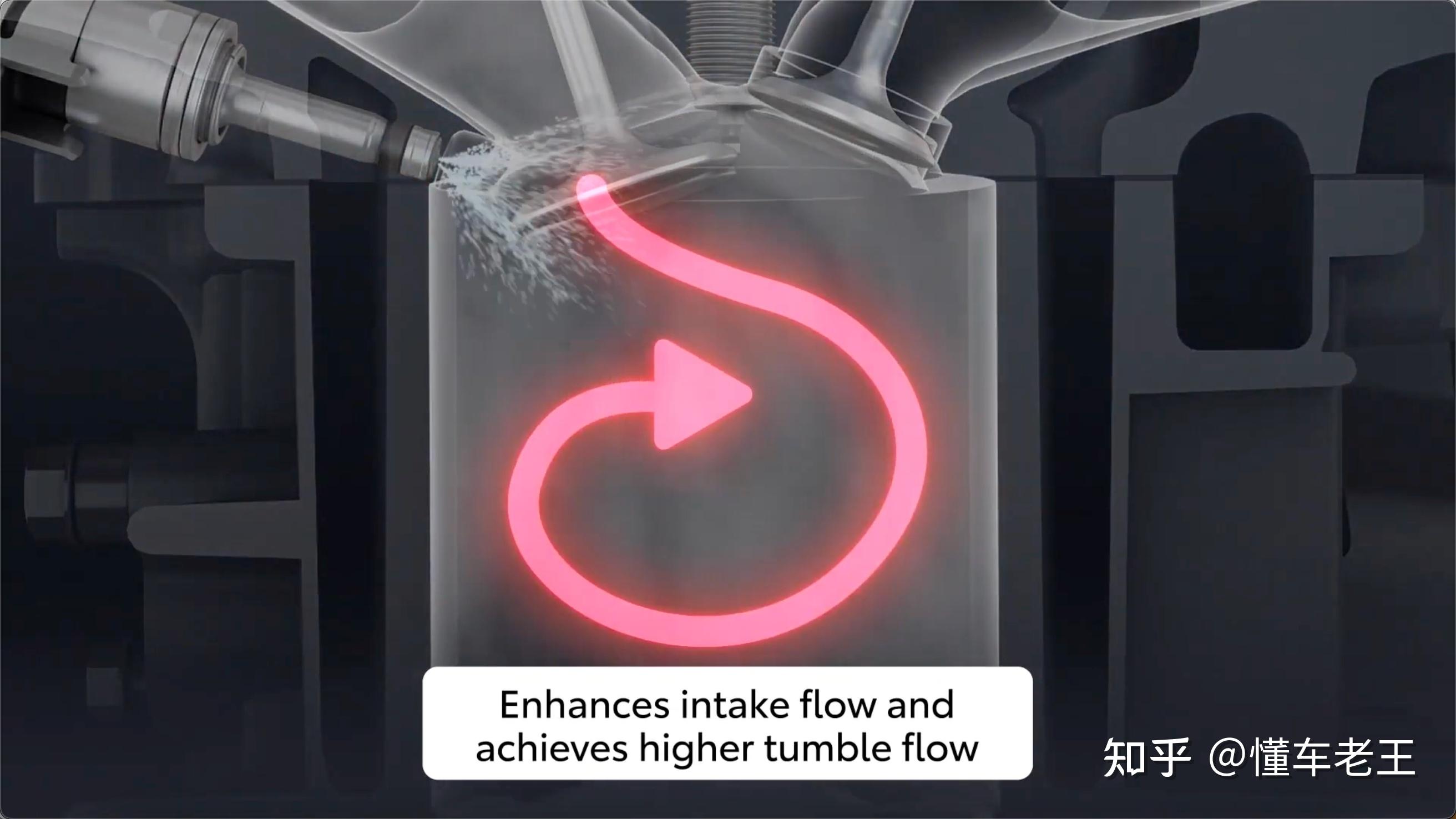
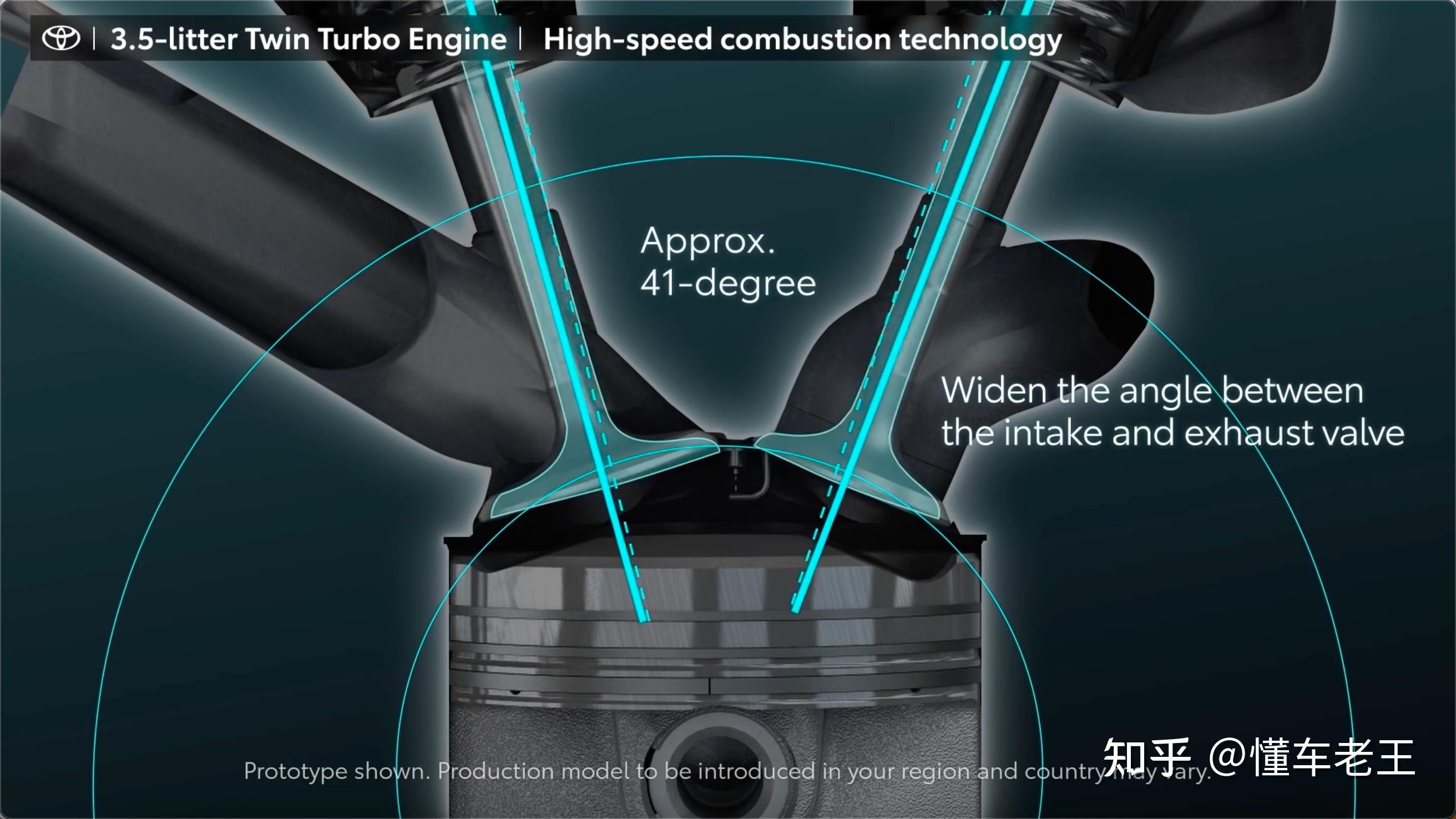
除了滚流当然还有涡流,这两个参数都要维持在一个量级上,所以除了斜坡,还要把进气道做得更平直,气门夹角做大。于是,这台发动机进排气门夹角就达到了41度左右。
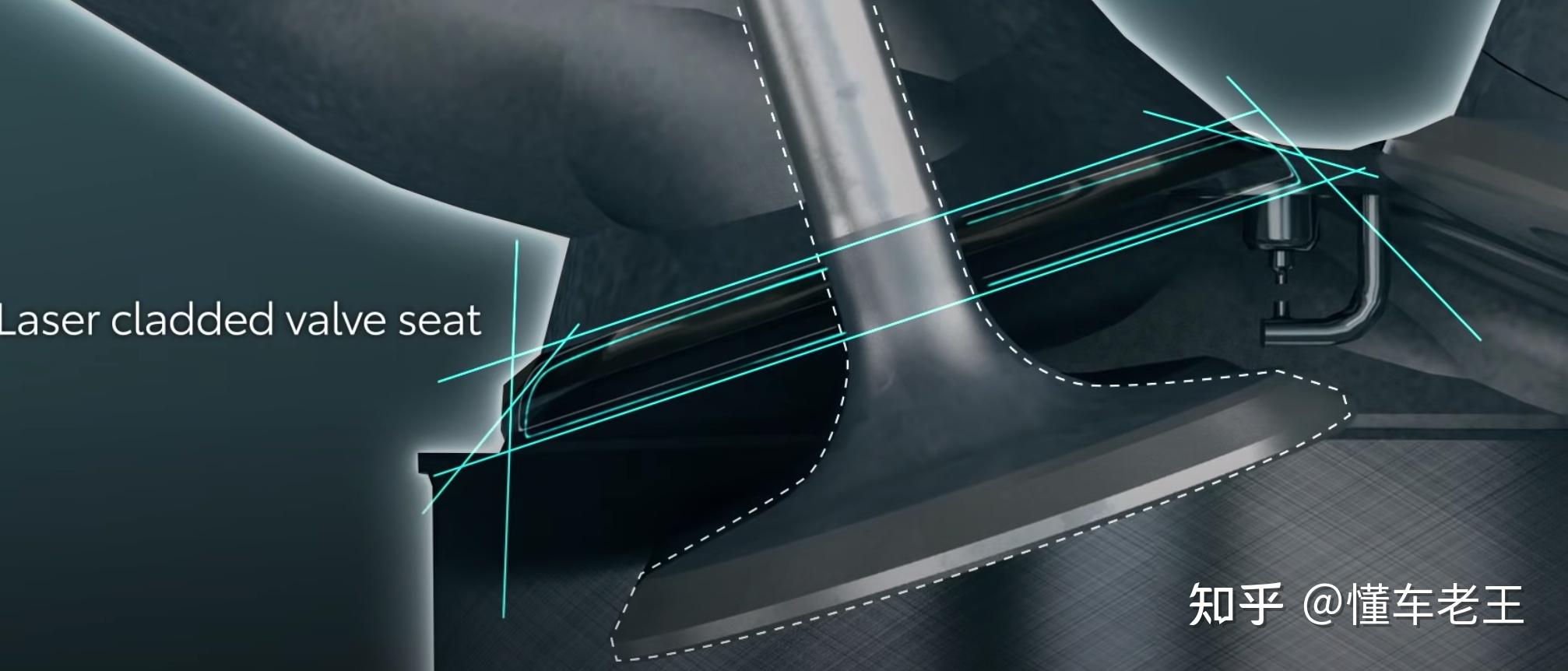
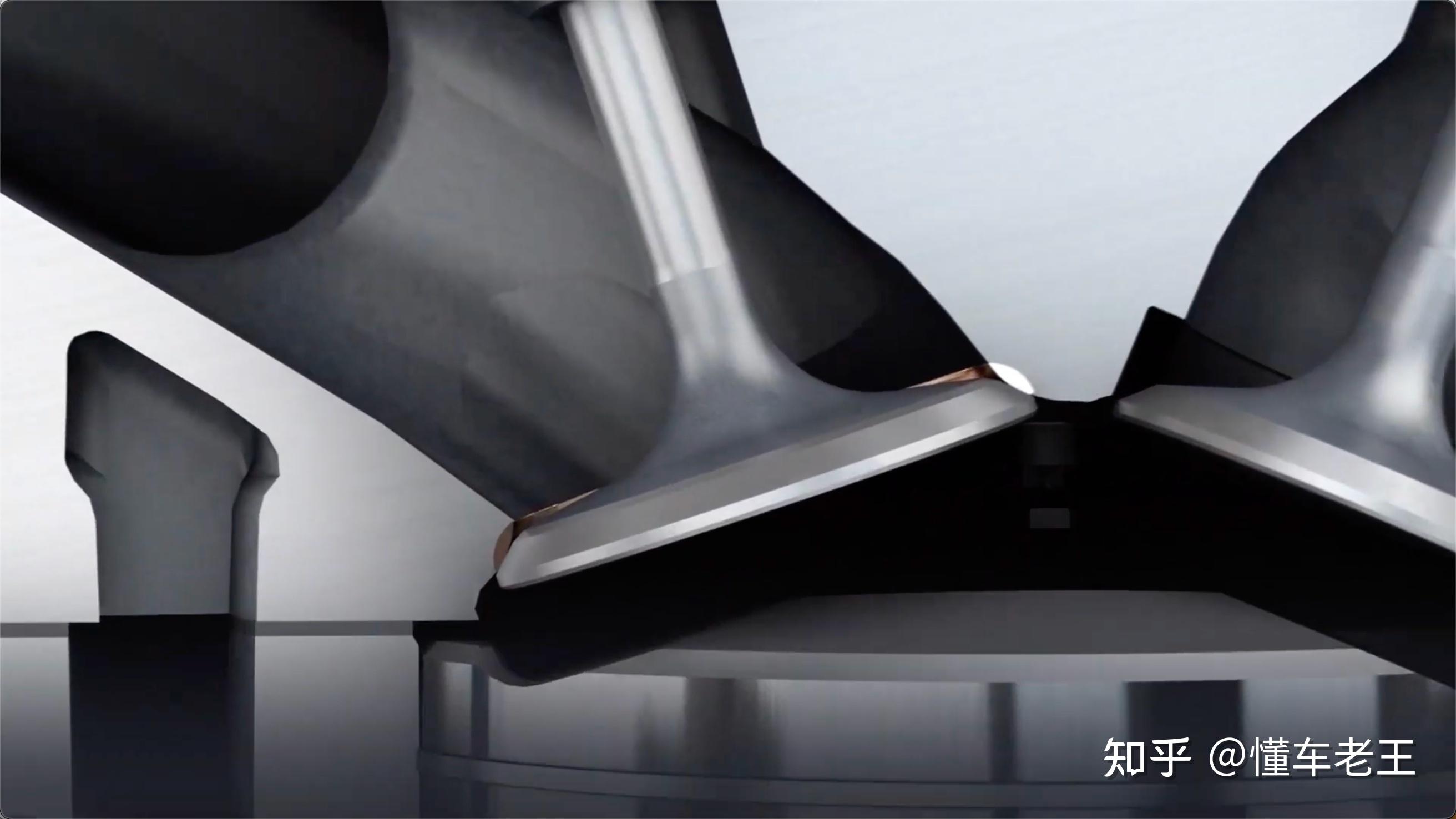
那么设计师设计完了,工艺往往就要骂娘了,因为这么设计,很难用到传统的气门压接工艺,气门口厚度就留这么点,夹角比常规发动机还大,再嵌个座圈,顶部强度很难保证。思来想去,丰田最后选择在这一圈使用激光加工,学名激光熔覆技术。

这种技术很多地方都在用,具体来说就是把铁质粉末通过激光融化之后附着另一种材料上,这种工艺加工速度快,材料硬,强度高,厚度还小,更不用考虑压装座圈后再加工的二次形变,聊到这是不是很多人觉得这个很像缸体涂层,还真有点神似,至少都有保证强度和优化空间的作用。
最关键的是缸盖那么多零部件,每减少一个都有助于质量提升,还可以减少生产节拍,有人问什么是TNGA?多数人认知的就是个车身轴距什么的,但当老王在一些资料中看到这些基础工艺上也印着TNGA的时候,我就很想分享给大家,就是理解一个品牌系统工程颗粒度的一种思维方式,不下探到这么小的细节,你是很难在脑海中建立一套汽车平台概念的体系认知的。
另外,这个工艺目前老王只看到丰田一家在大量使用,欧洲和国产品牌基本都采用液氮压装的方案。其实气门座圈这套工艺挺贵的,夸张说法是占到了整个缸盖精加工成本的五成以上,硬质合金刀片更是核心机密,这些技术和产业往往握在德国人手里,丰田这么做不是为了炫技,而是燃烧室设计对工艺提出了新需求的同时,日本国内并没有可信任的产业链去配套,倒逼丰田在激光这种特殊工艺上做出突破从而成就了这样一种设计。不过丰田这种做法抬高了研发费用,但后期能从良品率和节拍上慢慢给找回来,这算也是一盘大棋。这回知道丰田章男为啥不愿走电动化路线了吧?就是这种基础工艺投入太多,都是十几年甚至几十年才能回本的东西,换作你你也不乐意切换电动化。